1811-5209/23/0019-0359$2.50 DOI: 10.2138/gselements.19.6.359
Keywords: Raw materials; mineral processing; particle technology; resource efficiency
INTRODUCTION
In their general introduction to geometallurgy, Frenzel et al. (2023 this issue) provide a broad overview of the two key processes occurring in most mineral processing plants, comminution and mineral separation, as well as their respective goals. In addition, Butcher et al. (2023 this issue) outline the different analytical techniques available for the quantitative characterisation of ores, intermediate materials, products, and wastes. This article delves more deeply into the processes occurring within comminution and mineral separation devices, how they are influenced by primary ore properties, and how this can be understood and forecast quantitatively. This is an essential part of geometallurgical modelling, as mineral processing operations form the link between the orebody, the downstream extractive metallurgical processes, and tailings. Optimisation of the entire value chain is only possible if reliable, quantitative forecasts can be made for the performance of mineral processing operations.
Before proceeding with the detailed descriptions of comminution and mineral separation, it is helpful to emphasise two general features of mineral processing operations. First, the output of comminution devices generally consists of polymineralic, not monomineralic, ore particles. Consequently, sorting devices do not act on pure mineral properties, but on particle properties, and ore particles are therefore the fundamental entities to be considered in the modelling of mineral processing operations (cf. Lamberg and Vianna 2007). This is analogous to atoms, molecules, and ions being the fundamental entities for the description of thermodynamic processes.
Second, while the specific physical processes affecting each particle (e.g., breakage after a collision event in a comminution device, or movement in a magnetic field) are, in principle, deterministic, one can never obtain sufficiently complete information on the initial states of all particles to completely describe their behaviour in a process. That is, the exact positions and momenta of all individual particles when they enter a device are unknown, as are their sizes, shapes, mineralogical and surface compositions, and internal textures. For this reason, the processes within a mineral processing plant are best modelled stochastically: one needs to describe, for each particle or particle type, the various potential process outcomes and their probability of occurrence (cf. Pereira et al. 2021a). An analogy can again be made with thermodynamics, where the macroscopic behaviour of a system is generally explained in terms of the movements and interactions of its microscopic constituents (atoms, ions, or molecules), which cannot all be described precisely, but are instead characterised by probability distributions.
COMMINUTION AND MINERAL LIBERATION
Comminution is the process of reducing the particle size of an ore to liberate the ore minerals from the gangue minerals. Thus, comminution strongly controls the overall efficiency of a mineral processing operation. Even though blasting as the first step of extracting an ore from the ground is also a form of comminution, the focus here is on the processes occurring in comminution devices: crushing, which reduces large rock lumps to millimetresized fragments, and milling, which subsequently produces micrometre-sized particles.
The several types of crushers and mills available (Wills and Finch 2015) mainly differ by the stress mechanism and energy intensity they apply to ore particles, as summarised in Table 1. The most important stress mechanisms are shear and compression (Fig. 1A). Shear mostly leads to breakage by abrasion, which produces many small fragments but only slowly reduces the size of the feed particles. Thus, shear seldom contributes to liberation, but generates large amounts of finer particles that can be detrimental to downstream separation processes. In some cases, abrasion is useful, e.g., when particle surfaces must be cleaned before processing. On the other hand, compression can lead to particles breaking into several fragments of mostly similar size, plus some much finer particles. Compared with shear, breakage by compression leads to a more significant reduction of average particle sizes and better contributes to liberation. In practice, comminution devices are designed to mostly apply compression stresses to particles, but shear ultimately happens as a corollary effect, especially if the energy available for breakage is low. Parapari et al. (2020) provide more details on the interplay between stress mechanisms, energy intensities, and breakage types.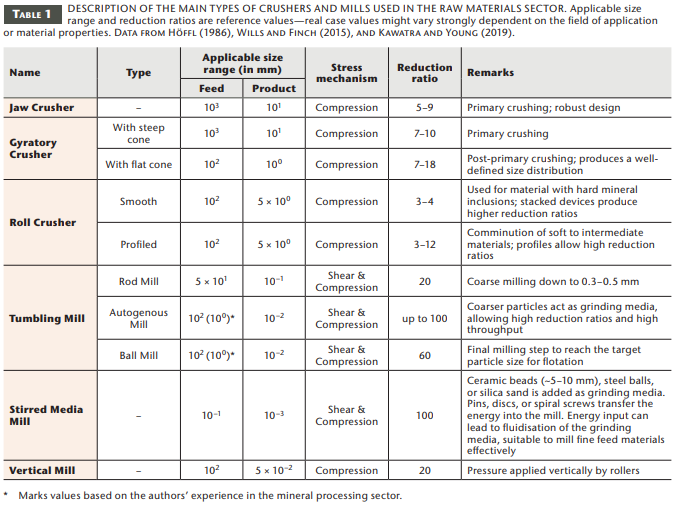
In addition to the stress mechanism, the actual breakage events undergone by individual ore particles depend on particle properties such as size, shape, mineralogy, and texture. For instance, the largest and smallest particles in a tumbling mill generally break at lower rates than intermediate-size particles because they are less likely to experience high stress intensities due to collisions with the grinding media. Particles primarily consisting of hard minerals, such as quartz, are typically less likely to break than those consisting of softer minerals like calcite or galena. In addition, minerals with prominent cleavages, such as galena, are also more likely to break. In addition, the internal texture of the ore particles, i.e., the arrangements, sizes, shapes, and cleavages of the mineral grains within them, play a vital role in controlling breakage and mineral liberation.
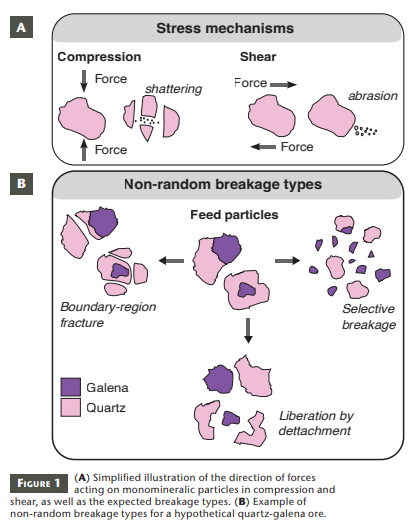 To better understand the influence of particle texture, the distinction between random and non-random breakage must be introduced (Mariano et al. 2016). Random breakage occurs when particles of the same shape and size break in the same way under the same stress, irrespective of their internal structure. In non-random breakage, on the other hand, the particle texture determines the outcome of the breakage event. The most important non-random breakage mechanisms are illustrated in Figure 1B for a hypothetical example of quartz-galena particles. In selective breakage, one mineral breaks more easily than others due to its cleavage, low hardness, or pre-existing fractures. This is likely to occur for quartz-galena particles due to the prominent cleavages and low hardness of galena, resulting in many fine and well-liberated galena particles. Liberation by detachment happens when fractures propagate better along phase boundaries than within mineral grains. This is less likely in the present example, but would result in perfect liberation of galena and quartz. Finally, boundaryregion fracture occurs when stress is concentrated in one of the minerals next to a phase boundary due to a significant contrast in the elastic properties of the two minerals. This is possible in the galena-quartz example. Interestingly, it results in particles generated from the boundary region showing worse liberation than the feed particles, reversing the typically positive correlation between particle size and liberation. King and Schneider (1998) provide more detailed descriptions of breakage types, whilst Hesse et al. (2017) document how non-random breakage can be used to design energy-efficient comminution routes.
To better understand the influence of particle texture, the distinction between random and non-random breakage must be introduced (Mariano et al. 2016). Random breakage occurs when particles of the same shape and size break in the same way under the same stress, irrespective of their internal structure. In non-random breakage, on the other hand, the particle texture determines the outcome of the breakage event. The most important non-random breakage mechanisms are illustrated in Figure 1B for a hypothetical example of quartz-galena particles. In selective breakage, one mineral breaks more easily than others due to its cleavage, low hardness, or pre-existing fractures. This is likely to occur for quartz-galena particles due to the prominent cleavages and low hardness of galena, resulting in many fine and well-liberated galena particles. Liberation by detachment happens when fractures propagate better along phase boundaries than within mineral grains. This is less likely in the present example, but would result in perfect liberation of galena and quartz. Finally, boundaryregion fracture occurs when stress is concentrated in one of the minerals next to a phase boundary due to a significant contrast in the elastic properties of the two minerals. This is possible in the galena-quartz example. Interestingly, it results in particles generated from the boundary region showing worse liberation than the feed particles, reversing the typically positive correlation between particle size and liberation. King and Schneider (1998) provide more detailed descriptions of breakage types, whilst Hesse et al. (2017) document how non-random breakage can be used to design energy-efficient comminution routes.
It should be noted that the different stress mechanisms, energy levels, and breakage types co-occur in all comminution devices. The rate at which they affect individual particles depends on the type of device, the operating conditions (material throughput, energy input), and the geometallurgical properties of the feed particles. Hence, for any given particle, each possible breakage event may occur with a certain probability, arising from the complex interplay between the comminution device and the particle properties. It is thus fundamental to understand and model these probabilities to fully model comminution processes at the particle level. This is also the key to the success of any integrated geometallurgical framework, where textures observed in the orebody are to be converted to quantitative estimates of metal recovery. However, the variable and complex interactions between comminution devices, operating conditions, and 3D particle geometry, particularly where non-random breakage is essential, still pose considerable difficulties to the practical implementation of such a modelling approach.
Due to this complexity, most comminution models currently only predict how particle size distributions change from input to output streams (King et al. 2012), even though comminution is about mineral liberation. Overall, the approaches to model particle breakage and mineral liberation in comminution can be subdivided into three main groups that roughly reflect the chronological order of their development:
- Empirical approaches are based on the results obtained from dedicated test work, e.g., the relationship between the energy input into the system and measures of the particle sizes of the feed and output streams (Bond 1952; Morrell 2004). Some more modern empirical models attempt to predict mineral liberation and size reduction (Gay 2004; Guntoro et al. 2021); however, these models are currently strictly limited in the number of minerals they can consider given computational limitations.
- Population-balance approaches combine particles into a small number of types or groups according to the frequency distribution of some of their properties (e.g., particle size, mineral composition). They then model how often the particles in each type experience a breakage event, the likely types resulting from such events, and the discharge rate of the various particle types out of the device. This approach can account for some non-random breakage modes (King and Schneider 1998). While population-balance models use physics-based equations to quantify each process, the parameters of the governing equations are estimated from experimental work (Powell and Morrison 2007; King et al. 2012). The major limitation of these models is the small number of properties considered in the definition of the particle types. For instance, only two ‘minerals’, i.e., ore and gangue, are often considered, ignoring the different properties and distinct behaviour that different ore and gangue minerals may exhibit. For example, chalcopyrite and galena can be found together in some deposits, and their breakage behaviour (as a function of hardness, cleavage, etc.) is very different.
- Fundamental approaches attempt to mechanistically model the interactions of individual particles within the comminution device to determine their breakage behaviour, e.g., quantifying the movement of particles and grinding media, the forces resulting from their interactions, and the breakage events occurring (Weerasekara et al. 2013). The high level of detail concerning particle interactions makes these models a powerful tool for designing new machinery. However, their usage in geometallurgy is limited: only a few minerals and simple particle shapes (e.g., spheres) can be modelled, which represent gross oversimplifications for capturing the true textural variability of actual ore particles.
The transition from empirical to fundamental models has mostly been linked to improvements in process understanding, available computational power, and the development of characterisation techniques focused on textures (Butcher et al. 2023 this issue). A major research challenge for the future is the full inclusion of the vast amounts of textural data produced by modern analytical techniques into comminution models. This is a complex problem in stochastic geometry and will likely require some time to be fully resolved. Regardless, this challenge is key to the successful implementation of geometallurgical programs because the particle data to be used in mineral separation models should ideally be provided by comminution models based on direct observations of in-situ ore textures. As covered in the next section, mineral separation modelling requires knowledge of many textural properties of the ore particles.
MINERAL SEPARATION
Once comminution has produced sufficiently well-liberated particles, the next task is the separation of those particles carrying ore minerals. This step is necessary to increase the efficiency of downstream metal extraction processes (Chetty et al. 2023 this issue), and is generally done in several stages. The basic idea is to subject the particles to an external field or force, which causes each particle to move along a different trajectory, usually because of its specific mineralogical composition, size, and shape. Different trajectories then result for particles with different compositions reporting to different output streams, as illustrated in Figure 2 for the case of magnetic separation.
 Figure 3 provides an overview of important mineral separation methods, indicating the properties they exploit and the particle size range over which they are applied. The most frequently exploited properties are density, electric susceptibility, magnetic susceptibility, and surface chemistry (Wills and Finch 2015), depending on the specific property contrasts between ore and gangue minerals. For example, magnetite is typically concentrated by magnetic separation because of its high magnetic susceptibility, while chromite can be separated from silicates with gravity separation due to its higher density. Additionally, depending on the mineral associations present in the ore, different combinations of methods in a different order may be necessary for an efficient concentration of the value minerals: an example is described in Pereira et al. (2019) for a carbonatitic niobium ore.
Figure 3 provides an overview of important mineral separation methods, indicating the properties they exploit and the particle size range over which they are applied. The most frequently exploited properties are density, electric susceptibility, magnetic susceptibility, and surface chemistry (Wills and Finch 2015), depending on the specific property contrasts between ore and gangue minerals. For example, magnetite is typically concentrated by magnetic separation because of its high magnetic susceptibility, while chromite can be separated from silicates with gravity separation due to its higher density. Additionally, depending on the mineral associations present in the ore, different combinations of methods in a different order may be necessary for an efficient concentration of the value minerals: an example is described in Pereira et al. (2019) for a carbonatitic niobium ore.
Particle size is also critical for choosing an appropriate separation device (Fig. 3), the main reason being the stronger influence of particle–particle interactions in finer particle systems, which are often larger than the forces acting in favour of selective separation. A possible solution is to reduce particle–particle interactions by, for instance, using wet instead of dry separation processes (cf. wet and dry magnetic separation in Fig. 3). This is because particles are better dispersed in a slurry (a wet environment). When choosing between wet and dry processes, though, one must consider the resulting ancillary costs (e.g., water treatment, dewatering) and the overall availability of water (Aitken et al. 2016).
When modelling separation processes, the main difference to comminution is that ore particles are largely preserved intact during mineral separation, whereas they are strongly modified or destroyed during comminution. This makes mineral separation much easier to model, as it does not involve the solution of the complex geometrical problems associated with particle breakage.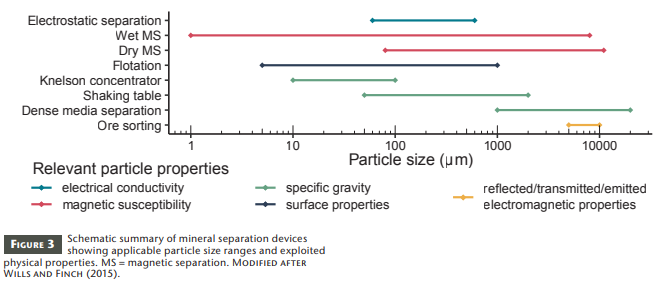
As mentioned, the trajectories followed by individual particles inside separation devices depend on their specific properties and corresponding interactions with the device. From an outside perspective, these trajectories are, again, uncertain. Thus, they are best modelled by a set of probabilities for each particle to report to each of the several output streams of the device, with the probabilities depending directly on the particle properties and process conditions. This way of modelling mineral separation is illustrated for a simple example in Figure 4, showing what would happen to galena-quartz particles from the hypothetical ore of Figure 1 inside a dense media separator. In this device, particles are suspended in a liquid with an intermediate density between the ore and gangue minerals. This suspension travels along the device, allowing individual particles to float or sink. In the output, particles denser than the medium are collected in the underflow, while lighter particles are collected in the overflow. The probability of a particle going to a specific stream largely depends on its density, hence on the relative content of galena and quartz, as indicated in Figure 4B. Besides particle density, turbulence, particle–particle interactions, and particle size and shape further modify these probabilities. For instance, light particles may be trapped within a few dense particles causing them to report to the underflow stream. These unwanted effects affect the aforementioned probabilities, so the observed probability function (or partition curve) as a function of particle density is less sharp than the ideal separation curve (Fig. 4B).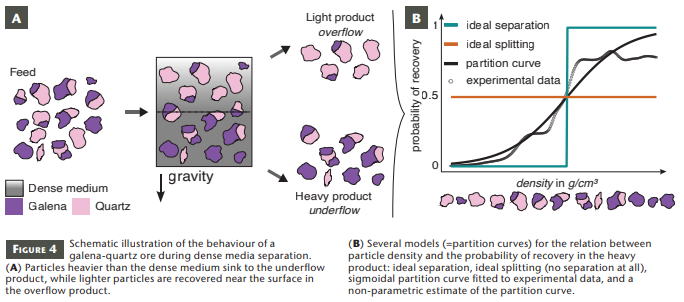
The modelling of mineral separation processes revolves around assigning appropriate probabilities to individual particles or particle classes to report to the different output streams. Different approaches are used in the literature, just as in comminution modelling:
- Empirical approaches are based entirely on test-work or direct process characterisation in a plant. In the most basic implementations, these only describe bulk mineral recoveries observed in a process as a function of specific process parameters (Wills and Finch 2015). A classic implementation in terms of particle properties is the partition curve (also known as Tromp curve, Tromp 1937), which describes the recovery in a stream based on a particle property, taking into account the uncertainties of the separation process. However, this is restricted to a single particle property such as density (Fig. 4B). In the most advanced methods, probabilities are assigned to individual particles characterised through modern imaging techniques (cf. Butcher et al. 2023 this issue), enabling a detailed process understanding (Pereira et al. 2021a). However, empirical approaches can only be used to model processes under the same conditions as those covered by the test work. Extrapolation of results to other process conditions is not straightforward.
- Population-balance approaches describe the process in terms of a small number of particle groups. For this purpose, they use physical laws and aggregated parameters estimated from test work, e.g., the buoyancy rate of a specific particle class in a heavy liquid (King et al. 2012). The main limitation of this approach is the small number of particle classes, and thus properties, for which can be accounted. However, using physical principles allows for some extrapolation of the results beyond the coverage of test work.
- Fundamental approaches consider the physical processes occurring at the level of individual particles (e.g., attachment of particles to bubbles in flotation; Koh and Schwarz 2006) and attempt to model these purely in terms of first principles. Unfortunately, the high number of deviceand process-specific parameters, which must often be known for full implementation, limits their application. In many cases, these parameters are not directly measurable, e.g., the actual surface hydrophobicity of a mineral in the flotation cell.
While current approaches to particle-based modelling of mineral separation processes are powerful, particularly the most recent developments in empirical modelling, substantial limitations remain for each approach. A promising route for future research would be to combine particle-based empirical models with fundamental models to overcome the limitations of both approaches.
CASE STUDY
The following case study provides an example of the detailed process understanding that can be achieved with state-of-the-art empirical approaches for mineral separation modelling, combining modern analytical tools with machine learning. This case study aims to understand the process behaviour of individual particles in a laboratory scale froth flotation test. The process of froth flotation first requires some explanation. Froth flotation is a wet mineral separation method, in which the hydrophobicity (i.e., repellence of water) of specific mineral surfaces is increased through mineralspecific chemical reagents and pH regulation. Air is then bubbled through the particle–water slurry and particles containing the hydrophobised minerals attach to the bubbles and rise to the top, forming a froth (i.e., foam with particles) enriched in the target mineral. Froth flotation is a highly versatile process because many chemical additives are available that can be used to tailor its selectivity for specific minerals (Fuerstenau et al. 2007).
 In the present case study, a sedimentary apatite ore containing dolomite and quartz as major gangue minerals was processed by froth flotation with pre-defined operating conditions (Hoang et al. 2018) to recover apatite. The output streams (concentrates and tailings) were characterised by automated SEM-based image analysis (Fandrich et al. 2007). The recovery probabilities of all characterised particles were then estimated following the method of Pereira et al. (2021a). This method uses multivariate logistic regression to quantify the relation between particle size, shape, modal and surface compositions, and recovery probabilities. The quantification is based on the frequencies at which particles end up in each output stream and the properties of the particles found in these streams. Figure 5 displays the relation between recovery probability to the concentrate and particle size, shape, and mineralogical composition as extracted from the trained model.
In the present case study, a sedimentary apatite ore containing dolomite and quartz as major gangue minerals was processed by froth flotation with pre-defined operating conditions (Hoang et al. 2018) to recover apatite. The output streams (concentrates and tailings) were characterised by automated SEM-based image analysis (Fandrich et al. 2007). The recovery probabilities of all characterised particles were then estimated following the method of Pereira et al. (2021a). This method uses multivariate logistic regression to quantify the relation between particle size, shape, modal and surface compositions, and recovery probabilities. The quantification is based on the frequencies at which particles end up in each output stream and the properties of the particles found in these streams. Figure 5 displays the relation between recovery probability to the concentrate and particle size, shape, and mineralogical composition as extracted from the trained model.
It is interesting to note the distinct behaviour of liberated apatite particles compared with those of the different gangue minerals (Fig. 5A). Apatite has a recovery probability close to 1, and particle size is not as crucial for its recovery as for the gangue minerals. Liberated apatite particles are virtually always recovered into the mineral concentrate. Furthermore, the recovery probability of fine-grained dolomite and quartz particles is almost twice as high as that of their coarse counterparts. Regarding particle shape, rounder particles (aspect ratio ≈ 1) report to the concentrate more frequently than elongated particles (aspect ratio ≈ 0.1), irrespective of their composition. However, some caution is required here as the analytical method considers only 2D slices of 3D particles, introducing a difference between apparent versus actual sizes and shapes (Butcher et al. 2023 this issue). Finally, Figure 5B makes it evident that mineral association strongly influences apatite flotation: apatite-bearing particles appear to float better when they contain dolomite rather than quartz.
This better flotation of dolomite-bearing particles is, in fact, a problem for the process because magnesium is a penalty element in subsequent extractive metallurgical treatments, such as leaching (cf. Chetty et al. 2023 this issue). Further milling may increase apatite liberation, but at the expense of producing even finer particles with worse separability. If the minerals are too finely intergrown such that full liberation requires very fine grinding (<10 µm), the ore might be uneconomic. Thus, early removal of ore types containing fine dolomite-apatite intergrowths may be crucial. This highlights the value of a good understanding of the major primary geometallurgical ore properties, and how they relate to deposit geology. Interested readers can find further information on this case study in Pereira et al. (2021b), including an interactive online tool to explore the modelling results.
FINAL REMARKS
This contribution introduced the key features of comminution and mineral separation processes, specifically focusing on the material being processed (the particles) and how its properties (particle sizes, shapes, and textures) influence the process outcomes. In addition, it highlighted the need for probabilistic approaches when modelling these processes, and demonstrated the power of current modelling approaches, particularly for mineral separation.
Going forward, considerable research is still required to create the capabilities required to fully model mineral processing operations. In particular, the current lack of particle-based comminution models able to incorporate full 3D ore textures limits the connections that can be made between the primary properties of an in-situ ore and its behaviour during mineral separation. It is currently not possible to accurately predict what the particle population resulting from the comminution of a specific ore block will look like. This severely limits the power of predictive geometallurgy. Recent developments in 3D ore characterisation (Butcher et al. 2023 this issue) and continuing conceptual, mathematical, and algorithmic developments may solve this problem in the near future.
ACKNOWLEDGMENTS
We would like to thank the reviewers, Alan Butcher, and Pia Lois-Morales, whose comments helped to significantly improve the quality of this article. Helmholtz-Zentrum Dresden-Rossendorf is thanked for funding open access to this article.
REFERENCES
Aitken D, Rivera D, Godoy- Faúndez A, Holzapfel E (2016) Water scarcity and the impact of the mining and agricultural sectors in Chile. Sustainability 8: 128, doi: 10.3390/su8020128
Bond FC (1952) The Third Theory of Comminution. Mining Engineering 4: 484
Butcher AR, Dehaine Q, Menzies A, Michaux S (2023) Characterisation of ore properties for geometallurgy. Elements 19: 352-358
Chetty D, Nwaila GT, Xakalashe B (2023) Fire and water: geometallurgy and extractive metallurgy. Elements 19: 365-370
Fandrich R, Gu Y, Burrows D, Moeller K (2007) Modern SEM-based mineral libera-tion analysis. International Journal of Mineral Processing 84: 310-320, doi: 10.1016/j.minpro.2006.07.018
Frenzel M, Baumgartner R, Tolosana-Delgado R, Gutzmer J (2023) Geometallurgy: present and future. Elements 19: 345-351
Fuerstenau MC, Jameson GJ, Yoon R-H (2007) Froth Flotation: A Century of Innovation. Society for Mining, Metallurgy, and Exploration, 891 pp
Gay SL (2004) A liberation model for comminution based on probability theory. Minerals Engineering 17: 525-534, doi: 10.1016/j.mineng.2003.11.012
Guntoro PI and 5 coauthors (2021) Development and experimental validation of a texture-based 3D liberation model. Minerals Engineering 164: 106828, doi: 10.1016/j.mineng.2021.106828
Hesse M, Popov O, Lieberwirth H (2017) Increasing efficiency by selective comminution. Minerals Engineering 103-104: 112-126, doi: 10.1016/j. mineng.2016.09.003
Hoang DH, Kupka N, Peuker UA, Rudolph M (2018) Flotation study of fine grained carbonaceous sedimentary apatite ore – challenges in process mineralogy and impact of hydrodynamics. Minerals Engineering 121: 196-204, doi: 10.1016/j. mineng.2018.03.021
Höffl K (1986) Zerkleinerungs- und Klassiermaschinen. Springer, 440 pp
Kawatra SK, Young C (2019) SME Mineral Processing & Extractive Metallurgy Handbook. Society for Mining, Metallurgy & Exploration, 2312 pp
King RP, Schneider CL (1998) Mineral libera-tion and the batch communition equation. Minerals Engineering 11: 1143-1160, doi: 10.1016/s0892-6875(98)00102-2
King RP, Schneider CL, King EA (2012) Modeling and Simulation of Mineral Processing Systems (Second Edition). Society for Mining, Metallurgy & Exploration, 492 pp
Koh PTL, Schwarz MP (2006) CFD modelling of bubble–particle attachments in flotation cells. Minerals Engineering 19: 619-626, doi: 10.1016/j.mineng.2005.09.013
Lamberg P, Vianna S (2007) A technique for tracking multiphase mineral particles in flotation circuits. In: XXII Encontro Nacional de Tratamento de Minérios e Metalurgia Extrativa – VII Meeting of the Southern Hemisphere on Mineral Technology, pp 195-202
Mariano RA, Evans CL, Manlapig E (2016) Definition of random and non-random breakage in mineral liberation – a review. Minerals Engineering 94: 51-60, doi: 10.1016/j.mineng.2016.05.005
Morrell S (2004) An alternative energy–size relationship to that proposed by Bond for the design and optimisation of grinding circuits. International Journal of Mineral Processing 74: 133-141, doi: 10.1016/j. minpro.2003.10.002
Parapari PS, Parian M, Rosenkranz J (2020) Breakage process of mineral processing comminution machines – an approach to liberation. Advanced Powder Technology 31: 3669-3685, doi: 10.1016/j. apt.2020.08.005
Pereira L and 5 coauthors (2019) Constraining the economic potential of by-product recovery by using a geometal-lurgical approach: the example of rare earth element recovery at Catalão I, Brazil. Economic Geology 114: 1555-1568, doi: 10.5382/econgeo.4637
Pereira L, Frenzel M, Khodadadzadeh M, Tolosana-Delgado R, Gutzmer J (2021a) A self-adaptive particle -tracking method for minerals processing. Journal of Cleaner Production 279: 123711, doi: 10.1016/j. jclepro.2020.123711
Pereira L and 5 coauthors (2021b) Computing single-particle flotation kinetics using automated mineralogy data and machine learning. Minerals Engineering 170: 107054, doi: 10.1016/j. mineng.2021.107054
Powell MS, Morrison RD (2007) The future of comminution modelling. International Journal of Mineral Processing 84: 228-239, doi: 10.1016/j.minpro.2006.08.003
Tromp KF (1937) Neue Wege für die Beurteilung der Aufbereitung von Steinkohlen. Glückauf 6: 125-131
Weerasekara NS and 7 coauthors (2013) The contribution of DEM to the science of comminution. Powder Technology 248: 3-24, doi: 10.1016/j.powtec.2013.05.032
Wills BA, Finch JE (2015) Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery (Eighth Edition). Elsevier, 498 pp